Achieve maximum thermal efficiency and unmatched durability with our premium range of industrial tubular heaters. As the most versatile and widely utilized heating element technology in the world, our tubular heaters are engineered to transfer heat directly through contact with liquids, gases, or solid surfaces. Whether you require custom-formed elements for commercial kitchen appliances, high-density elements for industrial process ovens, or rugged heating assemblies for chemical immersion tanks, our products deliver precise temperature control under the most demanding conditions.
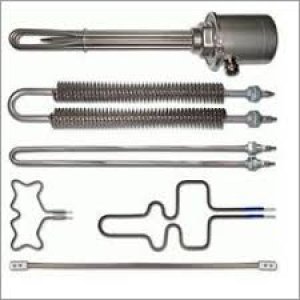
Our tubular heaters are manufactured using high-grade magnesium oxide (MgO) insulation for superior dielectric strength and rapid heat transfer. Enclosed in heavy-duty sheath materials—including copper, stainless steel, Incoloy, and titanium—each element is precision-calibrated to resist oxidation, corrosion, and extreme thermal stress up to high operational temperatures. Available in a vast array of diameters, lengths, and custom-bent profiles (such as U-shape, W-shape, or intricate circular configurations), our rugged tubular heating solutions provide the custom integration and long-term mechanical reliability your industrial infrastructure depends on.